In a nutshell, the plan was to cut the bottom rotten third off of my original panel and graft on a donor section from the Mexi panel. Sounds pretty straight forward but there were several issues that I identified from the outset. Firstly, the original panel had been patched up in the past with thicker steel plated over the top (you may recall that I removed those unsightly patches back in a previous post). Unfortunately that repairer from yesteryear was rather aggressive with his welding and used a high heat and laid down a continuous bead. The heat build-up must have been immense because the panel had completely warped and distorted. Secondly, the Mexi panel would take some modification for it to look correct on a '65 car. A couple of pressed dimples would need to be deleted and one of the 'smiles' would need to be shortened and reworked to symmetrically match the one on the opposite side. The amount of the Mexi panel I could use was limited by the large protruding rectangular areas. The bottom edge of these impressions became my default cut line, but as one of the 'smiles' extended above this point I decided to tackle it before proceeding any further. I cut out a rectangular section around the end point use a Rotary Tool (i.e - a Dremmel) to keep things as precise as possible and to keep the resulting gap small and consistent. This would help when it came time to weld into position:




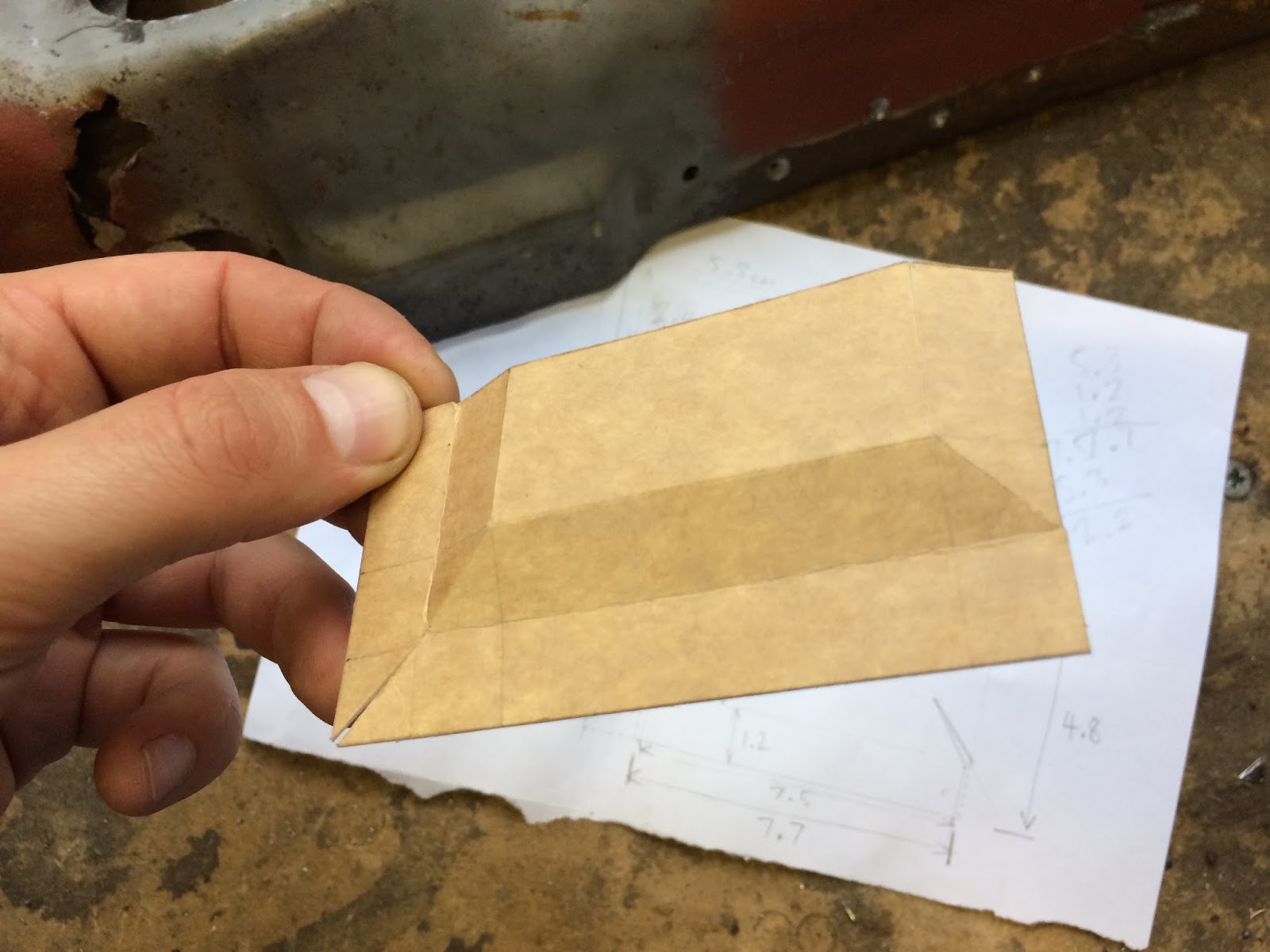
After making careful measurements of the panel dimensions, I made the horizontal cut along the width of the panel. Note the small piece of angle iron that I clamped in place to add some rigidity in that narrow area. This then was my donor section:

I linished the reworked smile:

I then deleted the dimples which were positioned too low using heat and a lot of gentle hammer taps to eventually bring it flat:



I then made a corresponding horizontal cut on the original panel:



Before launching into a hasty second attempt I decided to walk away from this task for a while and do some research on more advanced bodywork methods. Hopefully the start of the new year will yield some better results.
Thanks for reading and I wish you all a happy 2018 :-)